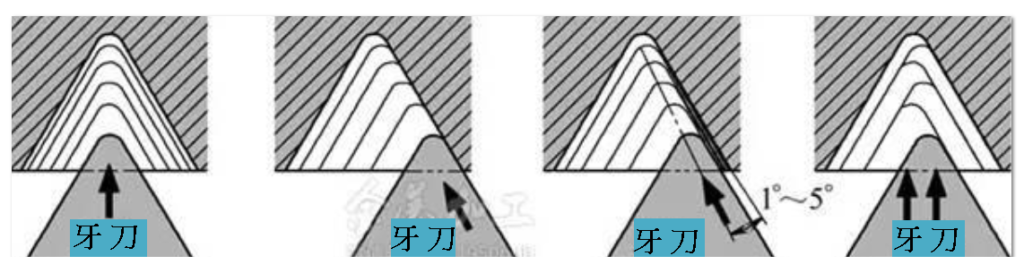
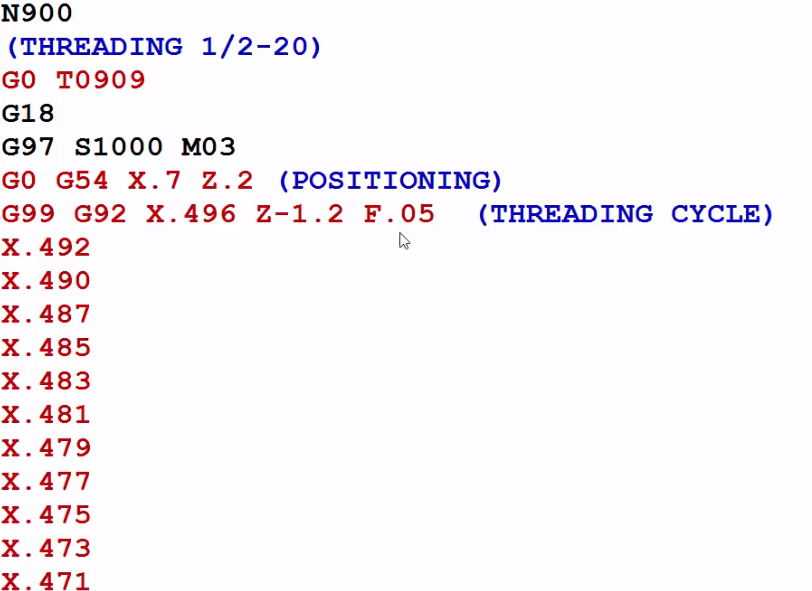
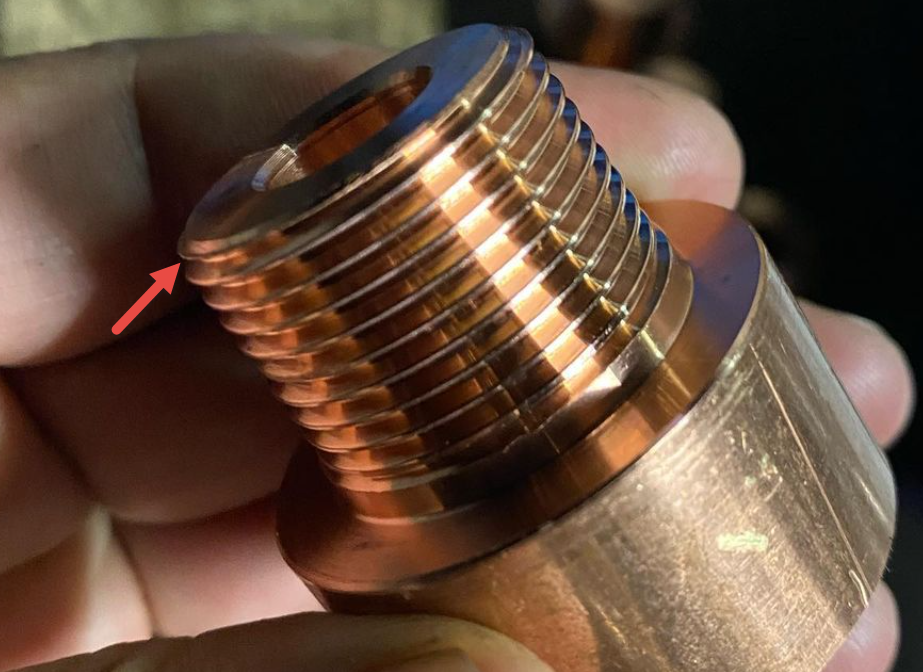
FGcam的刀法: 車牙4法作者: sheen 車牙在技術方面要注意的地方很多,舉凡去毛邊、切除利嘴、計算不同規格螺紋之切削深度、牙粗車法、牙精修法、螺紋尾端拔刀法( 螺旋拔刀..垂直拔刀..不完全牙拔刀)、非標準化的螺紋、閉口牙或開口牙、刀具校刀法(刀尖校刀..刀壁校刀)、單刀或雙刀法等等,本文拿其中的牙粗車法來講解FGcam粗車牙的4種刀法。常見的螺紋粗車工法有4種: 直進法、左斜進法、右斜進法、交叉進法。 直進法: 對於Z軸向螺紋而言,此法只在X軸方向進刀,程式寫作的方式如下所示,此法因牙刀雙刃皆同時參與車削,當牙刀越切越深之後容易啃刀,且易黏屑(影片檔請點開來看),因為牙刀的左刀刃與右刀刃切下來的屑,會在刀尖的地方交會,也就是刀尖的地方會黏屑特別嚴重。 至於斜進法,可分左斜進法、右斜進法,以Fanuc的G76碼而言,此法對於0iT的機種,程式只要寫兩個單節就可以完車,相當受學校與職訓單位所喜愛,G76在右牙粗車階段是以左斜進法執行(但無法用右斜進法來車又牙), 左牙的粗車階段則是採右斜進(但無法用左斜進法來車左牙),此外G76有幾個缺點: 1.需要有”前空行程”來消化無效牙,並需”拔刀行程”來完成拔刀(會形成不完全牙),不適合閉口螺紋的切削。 2.每刀的進刀深度銳減太快: 使用G76法車到第3刀時,幾乎比第一刀銳減了68%,對於量產件來講效率不夠。 3.容易震刀: G76在最後的精車階段是採直進法,也就是牙刀的雙刃都會參與切削,對於牙距2.5mm以上的牙來說,牙表面容易留下震刀痕跡,並對於牙的右側入口處有較大的毛邊,針對這些缺點,使用者可採FGcam的左斜進法與右斜進法,不論左牙或右牙都可以自由挑選左斜進或右斜進,FGcam的刀法除了有較小毛邊之外,也可螺旋下刀,螺旋拔刀,並會主動偵測開口牙或閉口牙以採取相對的下刀方式,對於非規格化的螺紋也可以車削。 FGcam的牙粗車4法裡面,並沒有直進法,而是把左斜進法與右斜進法融和而成另一種刀法,以便適合比較大牙距螺紋(P4-P10)的切削。它是車牙四法裡面的綜合型,即: 左斜進+右斜進+左面精修+右面精修,效率比G76快約30%,刀片耗損率比G76小約30%,光度也比G76還優,甚至螺紋強度也比較好(因為沒有破底車削)。 FGcam車牙的刀法除了上述優點之外, 其改良式的”交叉進法”(左右刃互相輪替的進刀法),更適合絕大部分的牙輪廓的車削,從V牙..梯牙或愛克姆螺紋..到圓螺紋皆合宜,它基本上是屬於單刃切削,不大會啃牙與震刀, 不但留下的毛邊也少,且有別於左斜進或右斜進(從頭到尾只用左刃或右刃),它的兩刃輪流上陣參與車削,所以牙刀的耗損可以節省35%以上。 至於 車牙的精車階段,常見的工法有二種,下集再續。